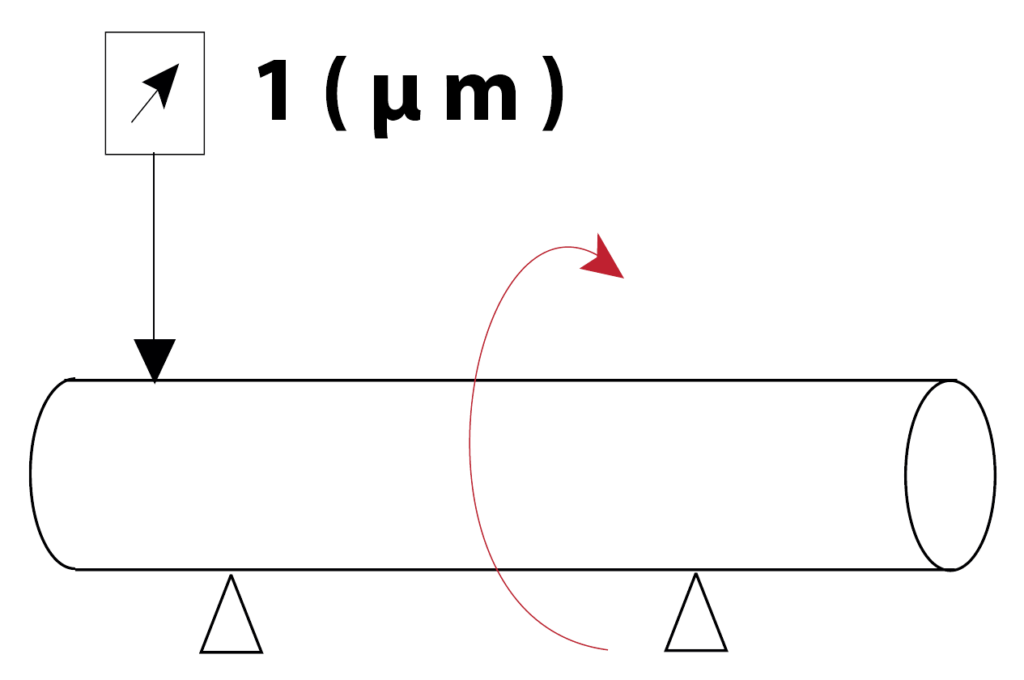
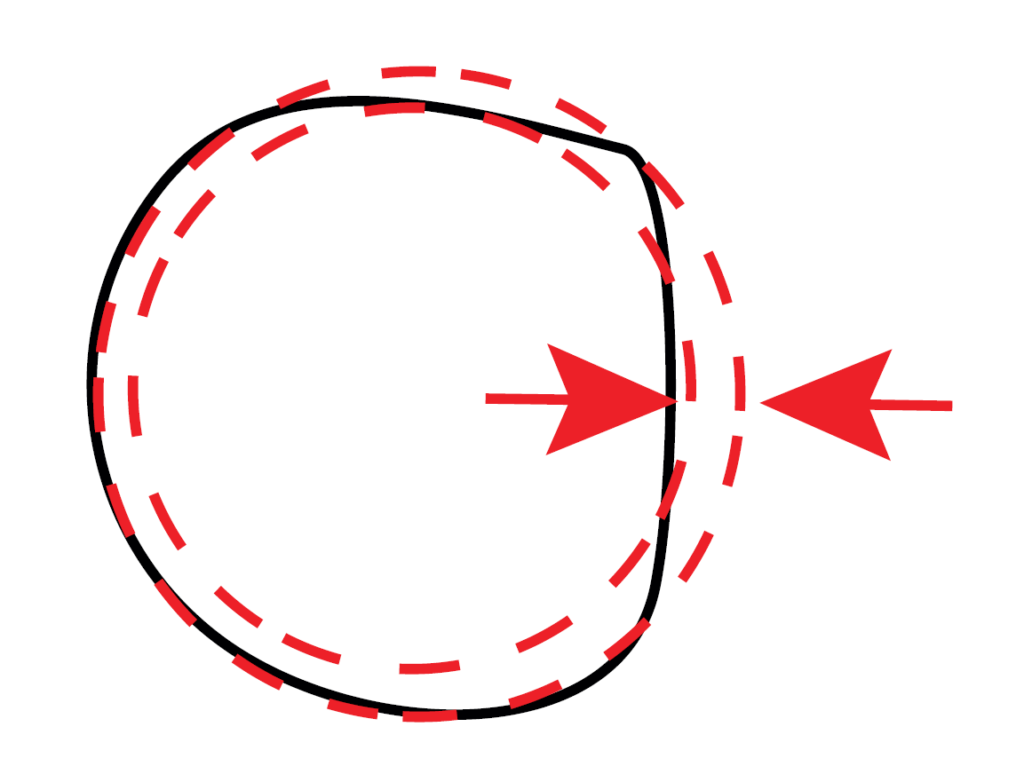
1. Total run-out of spindle, tool holder with tools have a significant impact on tool life and performance.
2. Difference between 3 and 50-micron run-out results ten times difference in tool life.
3. If total run-out will be over 20 microns it doesn’t matter what carbide grade you use.
4. World best class spindles run- out is 1-2 micron, tool holder -3 microns, cutting tool – 3 micron – total run-out is 7-8 micron. From previous, you can understand the influence of machine tool, tool holder and cutting tools on tool life and performance.
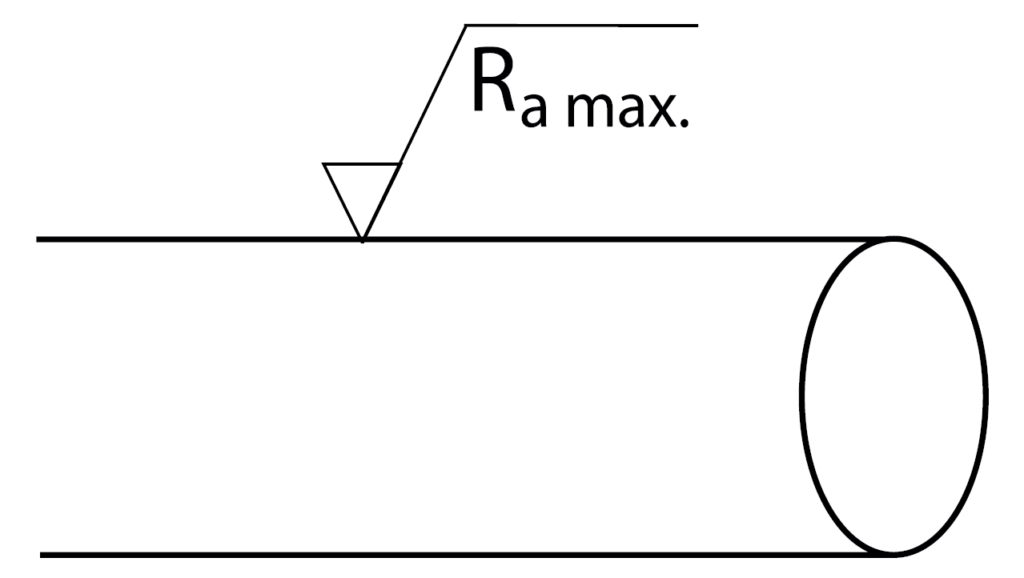
5. Most impact on cutting tools run out have the run-out of its blank. General cylindrical grinding offer h6 diameter tolerance and run-out of 6-8 micron for length up to 100mm. Practice shows that tool manufacturer adjust run-out a first produced piece and next pieces are manufactured with initial set up. Adjust run-out for each piece increase costs. So practically it is not possible to compensate run-out within grounded geometry. How much will costs tool manufacturer to make blanks h4/h5 tolerance with run- out 1-2 microns? They can do it, if they will grind between centers of the blank . The solution is to buy grounded blanks h4/h5 tolerance with run-out 1-2 microns.
6. Blank cost is significant, but if you have delivery time which is much shorter, your stock inventory can be much less, your cutting tools live will be longer, you can ask for the higher price of cutting tools.
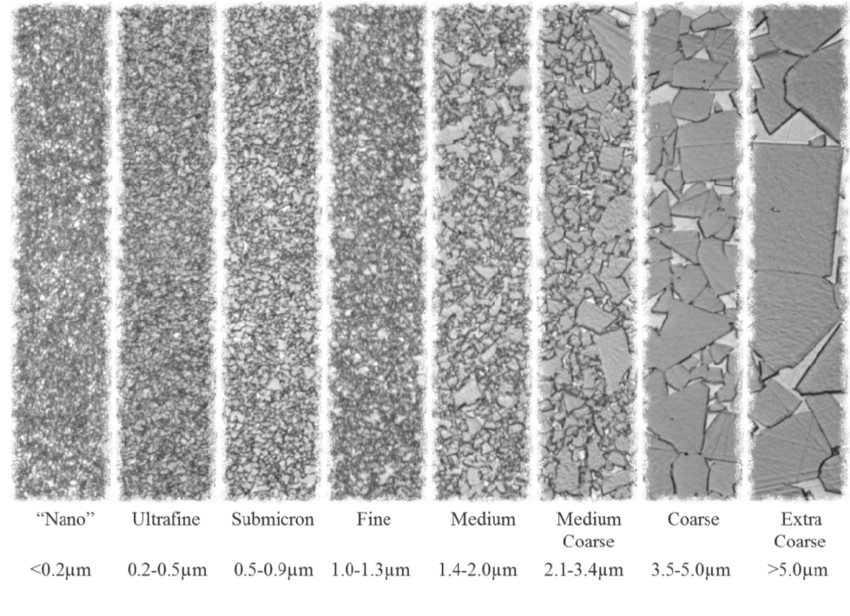
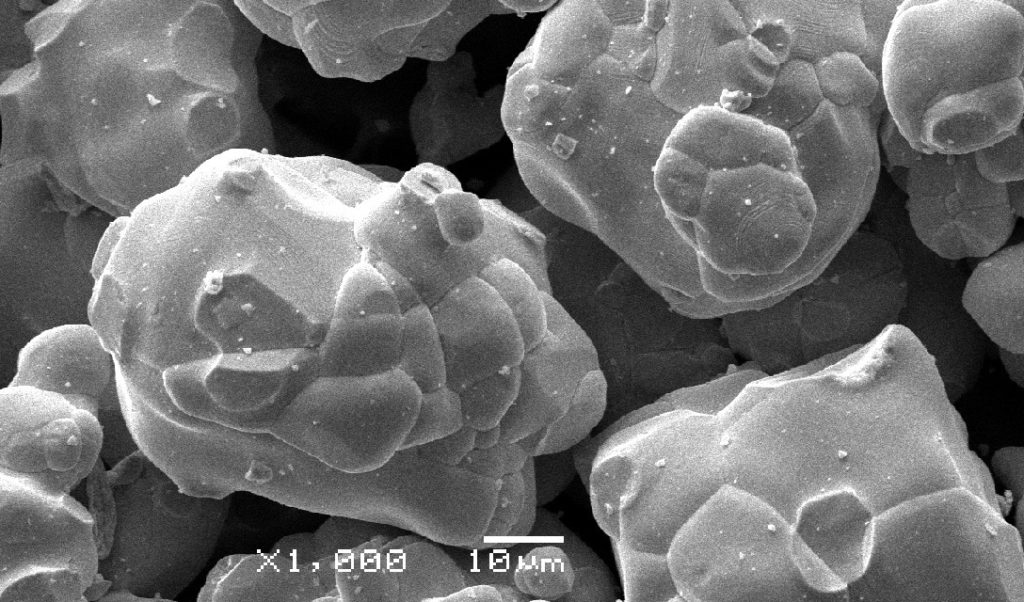
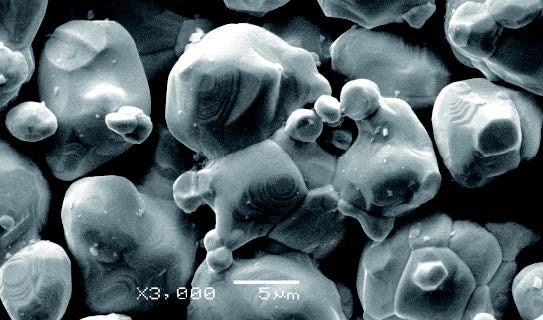
7. Material strength is also critical. O ur material grades strength coefficients are up to 15% higher than from competitors. It means you can produce solid carbide cutting tools which can work on higher parameters.
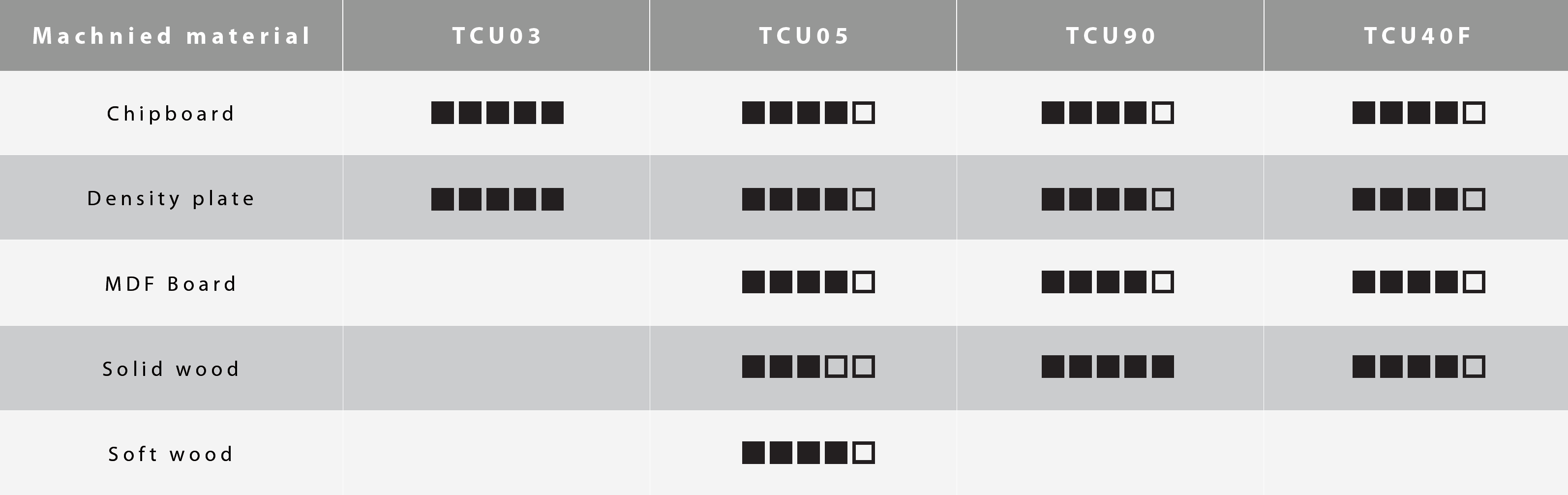
8. Dedicated carbide grades for its application is essential for high-performance machining. We offer specialized grades for high hardness steel and cast iron group, difficult to cut material group like Inconel, titanium alloys, stainless steels, color metal and nonmetal materials group, dedicated grades for CVD diamond coating, specialized grades for PCB cutting tools.
9. Ordering cut to length and chamfered blanks reduce your cost.
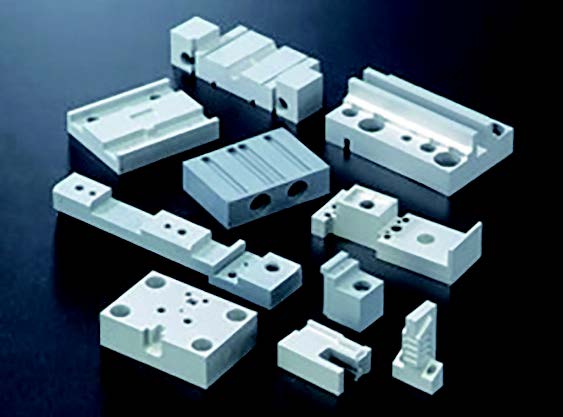
10. Ordering solid carbide near to shape preform reduce your cost for special cutting tools manufacturing.
11. Customized coolant channels in blanks and preforms guarantee high performance and long tool life.